Discover the Benefits of Efficient Electric Heating Pumps in Home Heating Systems
Title: Innovative Electric Heating Pump Revolutionizes Energy EfficiencyIntroduction:In today's world, where energy conservation and sustainable practices are crucial, one company is spearheading a remarkable advancement in heating technology. {Company Name}, a leading innovator in the field, has recently unveiled their groundbreaking Electric Heating Pump, poised to revolutionize energy efficiency.The Electric Heating Pump:Designed to provide both heating and cooling solutions for residential and commercial buildings, the Electric Heating Pump breaks new ground with its advanced functionality and eco-friendly design. By utilizing cutting-edge technology, this pump offers a highly efficient and cost-effective alternative to traditional heating systems.Operating Principle:The Electric Heating Pump employs a heat transfer process that extracts heat energy from the ambient air, enabling it to provide heating during colder months. It works on the same principle as a refrigerator, but in reverse. By absorbing heat from the surrounding environment, it elevates the temperature and releases warm air into the building, ensuring a comfortable living or working space.Key Features:1. Energy Efficiency: The Electric Heating Pump significantly reduces energy consumption by utilizing the heat present in the air, making it up to three times more energy-efficient than conventional heating methods. It helps users achieve substantial savings on their energy bills while protecting the environment.2. Versatility: Apart from providing efficient heating, the Electric Heating Pump also doubles as an air conditioner during warmer months. This versatile feature ensures year-round comfort, regardless of the season.3. Smart Technology Integration: Equipped with smart controls, the Electric Heating Pump allows users to effortlessly customize temperature settings according to their preferences. This user-friendly interface ensures optimized efficiency and convenience.4. Silent Operation: Designed with noise reduction features, the Electric Heating Pump operates silently, eliminating the annoyance of loud fans or compressors typically associated with traditional heating systems.Addressing Climate Change:As the world grapples with the increasingly pressing issue of climate change, technologies like the Electric Heating Pump play a pivotal role in transitioning to sustainable practices. By reducing greenhouse gas emissions and relying on the freely available heat energy in the environment, the pump aligns with global efforts to combat climate change.Company Name's Commitment:{Company Name} is at the forefront of driving sustainable solutions, developing pioneering products that contribute to energy conservation and environmental protection. With over {number} years of expertise in the industry, the company combines innovative engineering and a commitment to customer satisfaction to deliver state-of-the-art technology.Market Impact:The introduction of the Electric Heating Pump is set to disrupt the heating industry by setting new standards in energy efficiency. By offering an alternative to traditional heating systems, this advanced technology ensures reduced carbon footprints while delivering significant savings to consumers.Conclusion:In a world that demands energy-efficient and sustainable solutions, the Electric Heating Pump offers a game-changing heating and cooling solution. {Company Name's} commitment to developing innovative technologies not only enhances consumer comfort but also contributes to a greener, more sustainable future. With the Electric Heating Pump, efficiency, convenience, and environmental consciousness merge, setting a new benchmark in the industry.
Read More
Understanding the Drawbacks of Screw Pumps: A Comprehensive Analysis
Title: Overcoming Challenges: Understanding Screw Pump Disadvantages for Improved Industrial ApplicationsIntroduction:As industrial processes continue to evolve and become more complex, reliable and efficient pumping systems are crucial for the smooth operation of various industries. Screw pumps have emerged as a popular choice due to their ability to handle viscous fluids, high suction capabilities, and self-priming features. However, it is important to be aware of the potential disadvantages of screw pumps to ensure an informed decision for optimal industrial performance.Disadvantages of Screw Pumps:1. Limited Suitability for Low-Viscosity Liquids:Screw pumps are primarily designed to handle high-viscosity fluids, such as heavy oils, sludges, and emulsions. When used with low-viscosity liquids, the efficiency of screw pumps decreases significantly, leading to reduced performance and increased energy consumption. Manufacturers should consider alternative pump options for low-viscosity applications to achieve optimal results.2. Sensitivity to Abrasive Particles:Screw pumps are sensitive to abrasive particles present in fluids, which can result in increased wear and tear of the pump components. The continuous rotation of the screws causes abrasive particles to rub against the pump's surface, leading to reduced efficiency and potential failure. Utilizing additional filtration systems or opting for pumps with anti-abrasive coatings can help mitigate this issue.3. Maintenance Challenges:Screw pumps require regular maintenance to ensure consistent performance. The rotating components of these pumps are susceptible to wear, necessitating the replacement of parts such as seals, bushings, and bearing assemblies over time. Extending the life of these components can be achieved through proper lubrication, routine inspections, and promptly addressing any signs of wear or damage.4. Reduced Efficiency at High Speeds:While screw pumps offer excellent performance at moderate speeds, their efficiency decreases significantly when operated at high speeds. Power consumption and temperature rise proportionally with increasing rotational speed, resulting in decreased operational efficiency and potential overheating. Therefore, it is crucial for manufacturers to consider speed requirements and optimize pump selection accordingly.5. Space and Installation Constraints:Screw pumps tend to be larger in size compared to other pump types, which can pose challenges in terms of installation and space management. The larger dimensions can limit their applications in compact industrial settings, requiring sufficient space allocation for proper installation. Organizations need to assess their available space and evaluate the compatibility of screw pumps within their existing infrastructure.The Way Forward:To overcome the aforementioned disadvantages and make the most of screw pumps' potential, companies such as {} have implemented innovative solutions. By combining their extensive industry experience and advanced engineering techniques, they have successfully developed improved screw pump models that address these challenges.Company Introduction: {}With a strong commitment to research and development, {} has emerged as a leading manufacturer of reliable and efficient screw pump solutions. Their state-of-the-art manufacturing facilities utilize cutting-edge technologies to create high-performance pumps that cater to a wide range of industrial applications.By leveraging their expertise in design, engineering, and quality assurance, {} has introduced a new generation of screw pumps that mitigate the disadvantages associated with traditional models. These pumps incorporate advanced materials, enhanced filtration systems, and improved cooling mechanisms to overcome limitations and ensure optimum performance.To address the issue of limited suitability for low-viscosity liquids, {} has devised proprietary designs that optimize performance across a wider range of viscosities. This innovation allows businesses to utilize screw pumps effectively in applications involving fluids with diverse viscosity levels.To combat the sensitivity to abrasive particles, {} has implemented materials with superior hardness and resistance to abrasion in their pump components. This ensures prolonged service life and minimizes the risk of damage, significantly reducing downtime and maintenance requirements.Furthermore, {} has introduced efficient lubrication systems and enhanced cooling features in their screw pump designs. These refinements improve the pumps' efficiency, minimize temperature rise, and enhance overall operational reliability, even at high speeds.Conclusion:While screw pumps bring valuable advantages to the industrial pumping landscape, it is essential to be aware of their potential limitations. {} understands these disadvantages and has successfully engineered improved screw pump solutions that overcome these challenges. By investing in research, development, and innovative designs, manufacturers can optimize their pumping systems and achieve efficient and reliable operations in diverse industrial applications.
Read More
Discover the Benefits of Air Source Heat Pump Cooling for Efficient Climate Control
Title: Air Source Heat Pump Cooling Revolutionizes Energy-efficient Cooling: A Look into the Groundbreaking TechnologyIntroduction:In the pursuit of sustainable and energy-efficient cooling solutions, companies around the world have been developing innovative technologies to meet this ever-increasing demand. With the aim of reducing carbon emissions and promoting sustainable living, one company has introduced an exceptional air source heat pump cooling system. In this article, we will delve into the benefits, functionalities, and features of this groundbreaking technology, while also exploring its potential impact on the cooling industry.Air Source Heat Pump Cooling: The Ultimate SolutionAir source heat pump cooling is a cutting-edge technology that utilizes an optimized system to efficiently cool indoor spaces, revolutionizing the way we think about air conditioning. This advanced cooling solution effectively extracts heat from indoor spaces and utilizes the outdoor air as a heat sink to reduce the temperature, resulting in a comfortable and eco-friendly cooling system. Its versatility allows for year-round usage as it also doubles as a heating system during colder months.The Benefits of Air Source Heat Pump Cooling1. Energy Efficiency: The air source heat pump cooling system offers unparalleled energy efficiency, consuming up to 50% less energy compared to conventional air conditioning units. By harnessing the power of natural resources, it significantly reduces electricity consumption, resulting in reduced energy bills for consumers and businesses alike.2. Eco-friendly: This innovative cooling technology helps combat climate change by lowering carbon emissions. By utilizing renewable energy sources and minimizing reliance on electricity, it reduces the overall environmental impact associated with cooling. In fact, studies have shown that air source heat pump cooling systems can reduce carbon emissions by up to 40%, contributing to a greener and more sustainable future.3. Cost-effective: In addition to the energy savings, the long-term cost-effectiveness of air source heat pump cooling systems cannot be overlooked. By operating on lower energy consumption levels, these systems provide significant cost savings over time compared to traditional air conditioners, making them an attractive option for both residential and commercial applications.Technology Features and Functionality1. Intelligent Control Systems: Air source heat pump cooling systems incorporate integrated control systems that optimize performance based on user requirements and environmental conditions. These intelligent systems ensure maximum efficiency by automatically adjusting temperature settings, airflow rates, and fan speeds to maintain the desired comfort level while minimizing energy consumption.2. Quiet Operation: Noise reduction is a key consideration in any cooling system, and air source heat pump technology excels in this area. These systems are designed to provide quiet operation, ensuring a peaceful and comfortable environment without disturbing occupants.3. All-Weather Adaptability: No matter the climate, air source heat pump cooling systems are capable of delivering optimal performance. Their ability to run efficiently in a wide range of ambient temperatures ensures consistent cooling even during extreme weather conditions, thereby providing a reliable and comfortable indoor environment year-round.Future Impact and ConclusionAs the world gravitates towards sustainable living, the introduction of air source heat pump cooling systems marks a significant step forward. With its tremendous energy-saving potential, environmental benefits, and advanced functionality, this technology has the potential to revolutionize the cooling industry.By promoting energy efficiency and reducing carbon emissions, air source heat pump cooling systems align perfectly with global sustainability goals. As awareness of climate change increases, more and more consumers and businesses will be inclined to invest in these efficient and eco-friendly cooling solutions.In conclusion, air source heat pump cooling technology presents a game-changing opportunity to reshape the cooling industry. As this technology evolves and becomes more accessible, a greener and more sustainable cooling future lies ahead, ensuring a comfortable environment for all while preserving the planet for generations to come.
Read More
A Guide to Choosing the Best Gear Pump for Industrial Applications
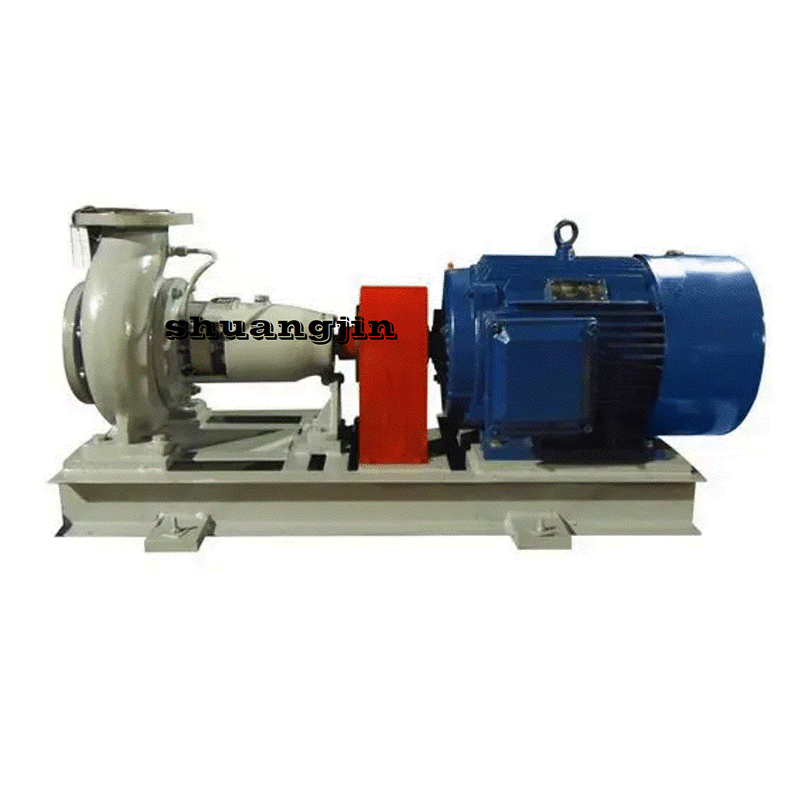
article regarding the features and benefits of an Oil Gear Pump for industrial applications.Oil Gear Pump: The Reliable Choice for Industrial ApplicationsAn oil gear pump is an industrial pump that is commonly used to transfer fluids such as oil, glycol, and water in a variety of industrial applications. The pump is designed to deliver a steady and continuous flow of fluid in a range of pressures and temperatures.One of the significant benefits of an oil gear pump is its high efficiency in transferring fluids. The pump has a positive displacement mechanism that eliminates wasteful fluid transfer, ensuring that fluids are transferred efficiently with minimal energy loss. This makes the oil gear pump an ideal solution for industries that require high levels of precision and accuracy in fluid transfer.Another benefit of the oil gear pump is its versatility. The pump can be used in a range of applications, including power generation, oil and gas, chemical processing, pulp and paper, and many others. The ability of the pump to handle different types of fluids and varying pressure levels makes it a reliable choice for many industries.Oil gear pumps are also known for their durability and reliability. The pump is made of robust materials that can withstand harsh industrial environments. The design of the pump allows for minimal maintenance, providing a long-lasting and reliable solution for fluid transfer applications.In addition to its durability, the oil gear pump is designed with safety in mind. The pump’s design eliminates the risk of leaks, ensuring that fluid transfer is safe and reliable. This is especially important in industries where safety is a top priority such as in the oil and gas industry, chemical processing, and pharmaceuticals.One of the leading companies that provide oil gear pumps is ATEX Pumps. The company specializes in providing pumps for industrial applications and has a range of oil gear pumps that are designed to meet the specific requirements of different industries.ATEX Pumps oil gear pumps are designed with high-quality materials, making them reliable and long-lasting. The pumps have a compact design that allows for easy installation and minimal maintenance. ATEX Pumps oil gear pumps are also customizable, allowing for pumps that meet specific flow rates, pressure requirements, and fluid types.Apart from oil gear pumps, ATEX Pumps provides a range of other pumps that are suitable for various industrial applications. These include centrifugal pumps, magnetic drive pumps, diaphragm pumps, and many others. ATEX Pumps also provides customized solutions that meet the unique requirements of different industries.In conclusion, an oil gear pump is a reliable and efficient solution for fluid transfer applications in various industries. Its high efficiency, versatility, durability, and safety features make it a popular choice for many industries. If you are looking for an oil gear pump for your industrial application, ATEX Pumps is an excellent choice for quality and reliability.
Read More
Major Benefits of Installing a Screw Pump for Your Industrial Needs
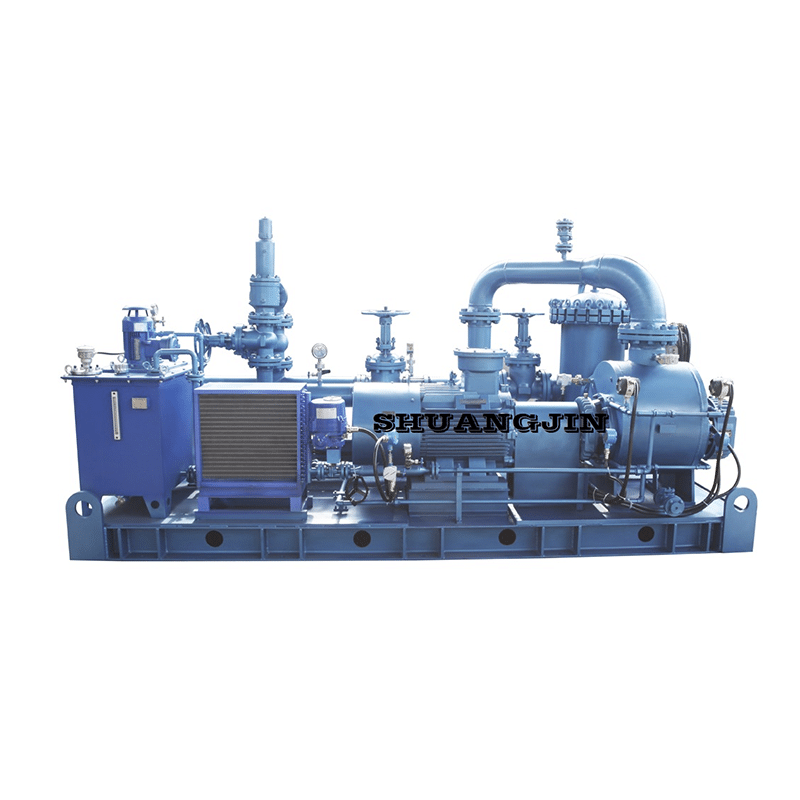
Screw Pump Installation Boosts Efficiency in Industrial ProcessesIndustrial equipment manufacturer, headquartered in Houston, Texas, has recently introduced their latest screw pump technology that promises to revolutionize the efficiency of various industrial processes. With their extensive experience and commitment to excellence, the company aims to offer a solution that meets the needs of businesses across a wide range of sectors.Screw pumps have long been recognized as an essential component in many industries, including oil and gas, chemical, and wastewater treatment. These pumps are known for their ability to handle viscous fluids, making them ideal for applications where the transportation of thick liquids is required. As a result, businesses in need of efficient fluid transfer and processing have long relied on screw pumps to meet their operational demands.The newly introduced screw pump by this cutting-edge company stands out from its competitors due to several innovative features designed to improve overall performance. With advanced technology and superior engineering, the pump is highly efficient in transporting both thin and thick liquids, ensuring optimum productivity even when dealing with challenging substances.One of the key advantages of this newly developed system is its improved suction capabilities, which enable it to handle fluids with a higher air content. In operations where entrained air poses a challenge, this feature ensures uninterrupted flow, preventing downtime and enhancing the overall efficiency of the process.Additionally, the pump's design minimizes disturbances to the fluid flow, resulting in reduced turbulence and increased stability during operation. This stability is particularly crucial for industries such as chemical manufacturing or food processing, where maintaining the integrity of the product is vital. By minimizing vibrations and disturbances, the pump helps ensure the quality of the end product, meeting the demanding standards of these industries.Furthermore, the company's screw pump installation is highly customizable and adaptable to the specific needs of each client. With a range of configurations available, businesses can tailor their pump system to their requirements, ensuring optimal performance and maximum efficiency. Whether the application requires high-flow operation or the transportation of abrasive fluids, this versatile system offers the flexibility needed to address diverse operational challenges effectively.To emphasize their commitment to quality, the company employs stringent testing procedures to ensure the reliability and durability of their products. By conducting rigorous performance assessments, the pumps are designed to deliver high standards of performance and longevity, ultimately minimizing maintenance costs and maximizing productivity for their clients.The introduction of this groundbreaking screw pump marks a significant milestone for industrial processes reliant on efficient fluid transportation. With its advanced features designed to handle a wide range of liquids and its customizable options, this new offering from Houston-based manufacturer is poised to redefine industry standards.Industries such as oil and gas, chemical, and wastewater treatment stand to benefit greatly from the improved efficiency and reliability offered by this innovative pump technology. With reduced downtime, enhanced stability, and high suction capabilities, businesses can streamline their operations, optimizing productivity and improving overall profitability.As the manufacturing sector continues to evolve and demand more efficient solutions, it is clear that this screw pump installation will play a pivotal role in meeting the industry's changing needs. By providing cutting-edge technology, backed by extensive experience and commitment to customer satisfaction, this company solidifies its position as an industry leader and paves the way for a more efficient future.
Read More
Discover Top Oil Gear Pump Distributors for Your Machinery Needs" could be rewritten as "Find Reliable Distributors for Your Oil Gear Pump Machinery
Oil Gear Pump Distributors Expands its Reach in the Global MarketOil Gear Pump Distributors, a leading supplier of high-quality oil gear pumps, is proud to announce its expansion into new markets. With a commitment to providing reliable and efficient solutions, the company aims to meet the increasing demand for oil gear pumps worldwide.Established in 2005, Oil Gear Pump Distributors has quickly become a trusted name in the industry. They specialize in manufacturing and distributing oil gear pumps, ensuring that customers receive only the best products. With a focus on innovation, the company continuously invests in research and development to enhance the performance of their pumps.The company's success can be attributed to its dedicated team of professionals who understand the unique requirements of various industries. Through their expertise, Oil Gear Pump Distributors has been able to develop a wide range of pumps suitable for applications in the automotive, oil and gas, power generation, and other industrial sectors.Recognizing the importance of quality control, Oil Gear Pump Distributors adheres to rigorous standards at every stage of production. The pumps undergo thorough testing to guarantee their reliability and efficiency. By using state-of-the-art manufacturing processes and high-quality materials, the company ensures that their pumps are built to withstand even the most demanding conditions.As part of their expansion plan, Oil Gear Pump Distributors has established partnerships with key distributors worldwide. These partnerships allow the company to tap into new markets and offer their products on a global scale. By working closely with these distributors, the company can better understand local preferences and requirements, ensuring that their products are tailored to meet the specific needs of different regions.One of the major reasons behind the growing popularity of Oil Gear Pump Distributors' pumps is their versatility. The company offers a wide range of pump configurations, including external gear pumps, internal gear pumps, and gerotor pumps. Customers can choose from different sizes, materials, and flow rates to find the perfect pump for their application.In addition to their product range, Oil Gear Pump Distributors also prides itself on its exceptional customer service. The company's dedicated support team is committed to providing timely assistance and guidance to customers. From product selection to after-sales support, they ensure that every customer receives the attention they deserve.With their expansion into new markets, Oil Gear Pump Distributors aims to become a global leader in the industry. By offering high-quality products, exceptional customer service, and a focus on innovation, they are well-positioned to meet the evolving demands of various industries worldwide.As the global demand for oil gear pumps continues to rise, Oil Gear Pump Distributors is prepared to meet the industry's needs and exceed customer expectations. With their commitment to excellence, the company is confident in its ability to provide reliable and efficient solutions for all pumping requirements.Oil Gear Pump Distributors' expansion into new markets is a testament to their dedication to growth and their commitment to becoming a global leader in the industry. By offering high-quality pump solutions and exceptional customer service, the company is poised for continued success in the ever-evolving global market.
Read More
Discover the Benefits of Using Industrial Screw Pumps for Pumping Applications
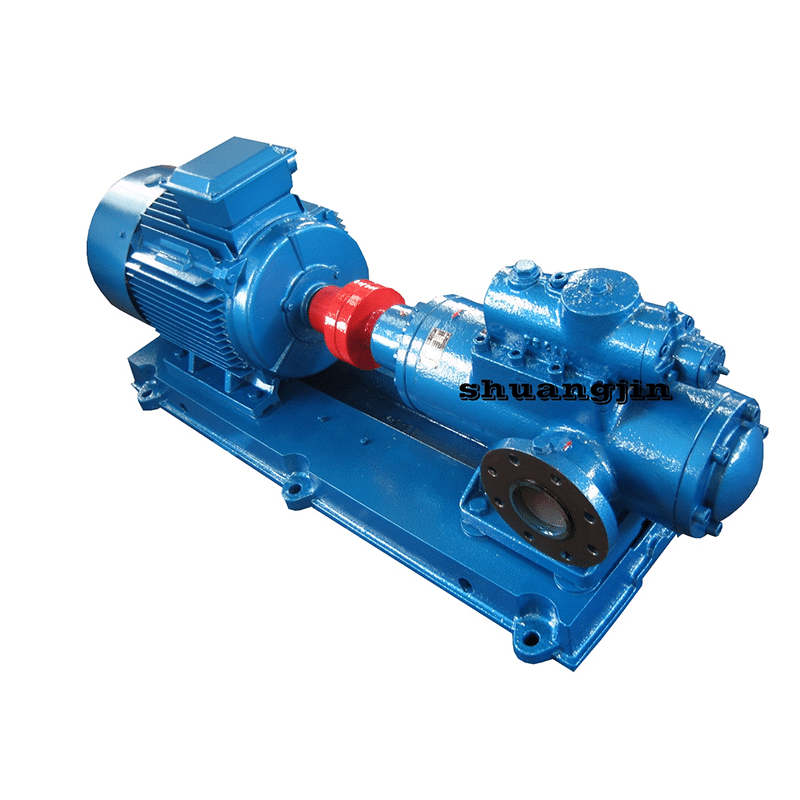
Title: Revolutionary Screw Pumps Set to Transform Industrial ProcessesIntroduction:In the ever-evolving world of industrial processes, one company is making headlines for its groundbreaking product: Screw Pumps. Designed to be efficient, reliable, and customizable, these pumps are set to revolutionize various sectors, from oil and gas to wastewater treatment. With their innovative features and advanced technology, Screw Pumps are quickly gaining recognition as the go-to solution for numerous industrial applications.Company Background and Vision:Established in {year of establishment}, {Company Name} has been at the forefront of innovation and engineering excellence for several decades. With a strong focus on research and development, the company has successfully introduced cutting-edge products and solutions to the market. Drawing on their extensive expertise, {Company Name} recognized the need for a more reliable and efficient pumping solution, leading to the development of Screw Pumps.The Revolutionary Design:The standout feature of Screw Pumps lies in their innovative screw technology. Unlike conventional pumps, Screw Pumps utilize a pair of intermeshing screws that rotate within a tightly sealed enclosure. This design not only eliminates the need for valves, pistons, and other moving parts but also drastically reduces energy consumption and maintenance requirements. The screws themselves are precision-engineered from high-quality materials, ensuring a longer lifespan and enhanced durability.Unparalleled Versatility:The versatility of Screw Pumps makes them suitable for a wide range of industrial applications. From oil refineries and petrochemical plants to food processing facilities and manufacturing plants, these pumps offer unparalleled performance and efficiency. They excel in handling both abrasive and non-abrasive fluids, such as crude oil, slurries, sewage, chemicals, and even high-viscosity liquids. The ability to handle such diverse applications makes Screw Pumps an ideal choice for industries worldwide.Energy Efficiency for Sustainability:One of the key advantages of Screw Pumps is their energy-efficient operation. By utilizing a low-shear process, these pumps greatly reduce energy consumption and contribute to a more sustainable future. Additionally, the absence of valves and pistons eliminates energy loss due to friction, resulting in substantial cost savings for industries. With environmental concerns becoming increasingly prominent, Screw Pumps offer an eco-friendly solution without compromising on performance.Enhanced Reliability and Lower Maintenance:Reliability is of utmost importance in any industrial process, and Screw Pumps deliver on that front. Thanks to their simple design and robust construction, these pumps require minimal maintenance and provide extended service life. The absence of valves and pistons translates to fewer components that can fail, reducing the risk of unplanned downtime and costly repairs. This reliability ensures uninterrupted operation, ultimately boosting the productivity and profitability of businesses.Customizable Solutions:Recognizing that different industries and processes require specific solutions, {Company Name} offers customized Screw Pump configurations tailored to meet individual requirements. This customization may include various material options, screw profiles, and pump sizes to optimize performance. By working closely with clients, {Company Name} ensures that the Screw Pumps not only meet but exceed their expectations, providing solutions that enhance efficiency and productivity.Conclusion:As industries continue to demand more efficient and sustainable solutions, Screw Pumps stand out as a game-changer. Combining their innovative design, energy efficiency, and reliability, these pumps have the potential to transform industrial processes across various sectors. With {Company Name} leading the way, businesses can now benefit from a cutting-edge pumping solution that boosts productivity, reduces environmental impacts, and ensures long-term success in the years to come.
Read More
Screw Pump vs Gear Pump: Understanding the Key Differences
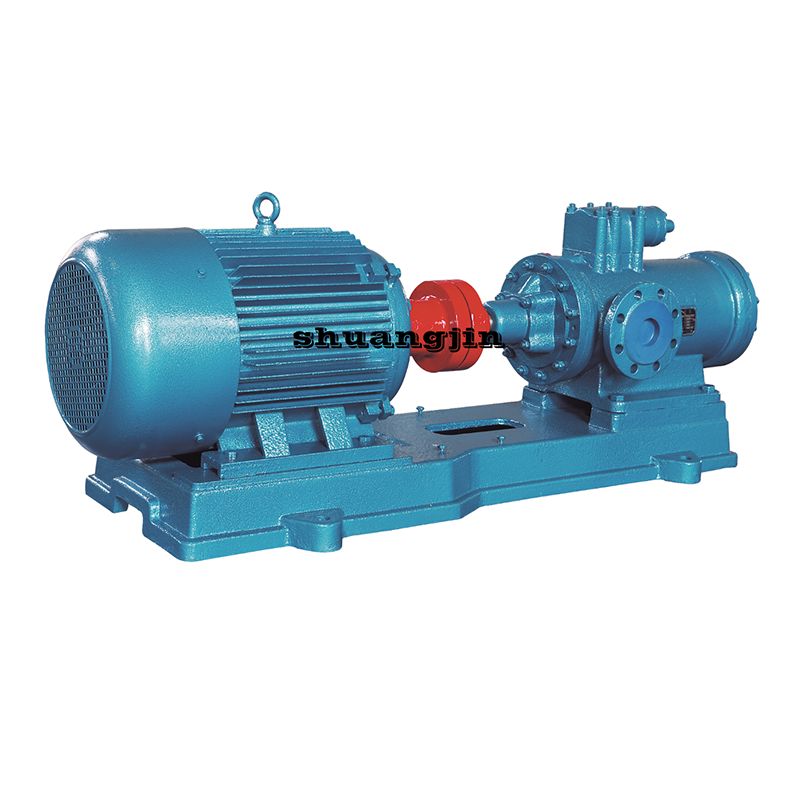
Title: Understanding the Differences Between Screw Pumps and Gear Pumps: A Closer Look at Pumping TechnologiesIntroduction:In the world of fluid transfer and pumping technologies, two commonly used pump types are screw pumps and gear pumps. Both these pumps play a crucial role in various industries, including oil and gas, chemical, food processing, and many others. However, understanding the differences between screw pumps and gear pumps is vital in order to determine the most suitable option for specific applications. This article aims to shed light on these differences, highlighting the unique features and advantages of each pumping technology.Screw Pumps:Screw pumps, also known as progressive cavity pumps, operate based on the principle of displacement. They consist of two main components – a helical rotor and a stator. The rotor, often in the shape of a screw, rotates within the stator, resulting in the transfer of fluids from the suction side to the discharge side.Screw pumps are recognized for their ability to handle highly viscous fluids, including heavy oils, sludge, and slurries. Their design features enable them to generate a smooth, non-pulsating flow, making them suitable for applications requiring precise control over fluid transfer. Furthermore, screw pumps exhibit low shear rates, making them ideal for handling shear-sensitive materials without damaging their integrity.One key advantage of screw pumps is their self-priming capability. They can effectively handle fluids with entrained air or gas, eliminating the need for additional priming mechanisms. Screw pumps also showcase excellent suction lift capability, enabling efficient pumping even when the fluid source is located below the pump.Gear Pumps:Gear pumps, on the other hand, utilize rotating gears to transfer fluids. They consist of two meshing gears – a drive gear and a driven gear. As the gears rotate, liquid is drawn into the pump and pushed through the outlet. Gear pumps are widely used in various industries due to their simplicity, compact size, and high efficiency.Gear pumps excel in applications requiring high flow rates and moderate pressures. Their smooth operation allows for noiseless performance, making them suitable for applications where noise reduction is essential. Additionally, gear pumps can handle clean fluids, as well as fluids containing small particulate matter without clogging or damage to the gears.One of the key advantages of gear pumps is their ability to provide consistent flow, even under varying pressures. This makes them ideal for applications where stable pressure levels are critical. Another noteworthy feature is their ability to operate efficiently over a wide range of viscosities, allowing flexibility in fluid transfer applications.Conclusion:In conclusion, understanding the differences between screw pumps and gear pumps is pivotal in selecting the appropriate pumping technology for specific industrial applications. Screw pumps are best suited for handling highly viscous fluids and shear-sensitive materials, offering self-priming capability and low shear rates. On the other hand, gear pumps excel in high flow rate applications, offering consistent flow even under varying pressures and versatility across a wide range of viscosities.As industries continue to advance, the demand for efficient fluid transfer technologies will persist. Both screw pumps and gear pumps provide reliable solutions, each with their unique set of advantages. It is crucial for industries to evaluate their specific requirements and consult with experts to make informed decisions regarding the selection of the most suitable pumping technology for enhanced productivity and operational success.
Read More
Discover the Benefits of High-Quality Pumps for RSP Requirements
Breaking News: Revolutionary Fuel Pump Technology Set to Transform the Automotive IndustryIn a groundbreaking turn of events, a new and innovative fuel pump technology is poised to revolutionize the way we fuel our vehicles. The highly anticipated Rsp Pump, developed by an industry-leading company, is set to transform the automotive landscape with its cutting-edge advancements. The Rsp Pump, short for Revolutionary Series Pump, is the brainchild of a team of dedicated engineers and scientists who share a common vision of developing sustainable and efficient fueling solutions for the future. With its unique features and state-of-the-art design, the Rsp Pump promises to deliver unparalleled performance, safety, and environmental benefits.One of the key features of the Rsp Pump is its enhanced fuel efficiency. By employing advanced fuel injection techniques and optimizing the combustion process, this revolutionary fuel pump technology ensures that each drop of fuel is utilized to its maximum potential. This not only translates into significant cost savings for vehicle owners but also reduces carbon emissions, contributing to a cleaner and greener environment.Moreover, the Rsp Pump boasts a user-friendly interface, making it accessible to all drivers, regardless of their technical expertise. Equipped with a smart display system, the pump provides real-time information on fuel consumption, engine health, and diagnostic alerts. This data empowers drivers to make informed decisions about their driving habits and optimize their fuel usage.Safety is also a top priority for the Rsp Pump. The pump is equipped with advanced sensors and automated safety mechanisms to prevent accidents or fuel spills during the refueling process. This ensures that both the vehicle and the environment remain protected at all times. Furthermore, the Rsp Pump incorporates an anti-tampering mechanism, preventing any unauthorized access or modifications to the pump, guaranteeing fuel integrity and security.Beyond its technical capabilities, the Rsp Pump also contributes to the overall sustainability goals of the automotive industry. The pump's manufacturing process prioritizes eco-friendly materials and energy-efficient production methods. Moreover, the Rsp Pump continuously undergoes rigorous testing and improvement to minimize its environmental impact throughout its lifecycle.As part of its commitment to promoting a sustainable future, the developer of the Rsp Pump has collaborated with various stakeholders in the automotive industry to support the adoption of this groundbreaking technology. Through strategic partnerships with renowned car manufacturers, fuel providers, and regulatory bodies, the Rsp Pump is set to become an integral part of the global automotive ecosystem.Industry experts have lauded the Rsp Pump as a game-changer for the automotive industry, with its potential to influence not only the way we fuel our vehicles but also the broader shift towards cleaner and more sustainable transportation. With its numerous advantages, the Rsp Pump is expected to gain widespread acceptance and become a standard feature in vehicles of the future.In conclusion, the Rsp Pump is poised to bring about a paradigm shift in the automotive industry. With its exceptional fuel efficiency, advanced safety features, and commitment to sustainability, this revolutionary fuel pump technology sets a new benchmark for the sector as a whole. As the world embraces greener alternatives, the Rsp Pump paves the way for a future where sustainability and performance harmoniously coexist.
Read More
Lubricating Oil Pumps: Power Your Machinery with Reliable Performance
Lubricating Oil Pumps Revolutionize the Industrial SectorIn an era of rapid technological advancements, industries across the globe are constantly searching for innovative solutions to enhance their operational efficiency. One such revolutionary development in the field of industrial machinery is the introduction of high-performance lubricating oil pumps. These pumps, designed to remove friction and reduce wear and tear in various industrial applications, have quickly garnered attention for their unparalleled functionality and contribution to the optimization of the manufacturing process.The leading provider in this cutting-edge technology, Company X, has garnered significant recognition for their advanced lubricating oil pumps. Founded in 1980, Company X has consistently focused on the development and production of lubricating systems that deliver outstanding performance, reliability, and cost efficiency.Company X’s lubricating oil pumps are hailed as game-changers as they address critical issues faced by industries globally. One of the main challenges encountered in industrial operations is machinery breakdown, often caused by excessive friction and inadequate lubrication. These issues lead to increased maintenance costs and downtime, greatly hampering productivity. However, with the advent of Company X’s high-performance lubricating oil pumps, industries are witnessing increased reliability, reduced downtime, and significant cost savings.Company X has dedicated substantial efforts towards research and development, allowing them to create an extensive range of lubricating oil pumps that cater to diverse industrial requirements. These pumps are specifically engineered to ensure a constant supply of oil, maintaining optimum lubrication levels even under severe working conditions. By utilizing innovative technology, the pumps achieve efficient oil distribution, resulting in reduced wear and tear, increased operational reliability, and extended machinery lifespan.Furthermore, Company X’s lubricating oil pumps are designed with versatility in mind. Irrespective of the industry or application, these pumps can be seamlessly integrated into various systems, including hydraulic machines, turbines, compressors, and injection molding machines, among others. The pumps’ compatibility with different equipment types showcases their adaptability and underscores their value across a spectrum of industrial sectors.One of the standout features of Company X’s lubricating oil pumps is their advanced control systems. These systems ensure precise lubricant distribution, eliminating the risk of over-lubrication or insufficient lubrication. With integrated sensors and monitoring capabilities, the pumps can measure and regulate oil flow in real-time, guaranteeing optimal lubrication at all times. Such advanced control mechanisms have proven to be groundbreaking, as they prevent unnecessary wear and tear, minimize energy consumption, and reduce oil wastage.As the leading player in the lubricating oil pump industry, Company X places great emphasis on environmental sustainability. The incorporation of eco-friendly materials, such as recyclable components and energy-efficient motors, reflects the company’s commitment to reducing its ecological footprint. By investing in Company X’s lubricating oil pumps, industries can not only enhance their productivity and profitability, but also contribute to environmental conservation.The widespread adoption of these lubricating oil pumps is a testament to their impact on the industrial sector. Companies across a range of industries, including manufacturing, automotive, aerospace, and energy, have experienced transformative results by integrating these pumps into their operations. Reduced maintenance costs, increased machinery lifespan, enhanced productivity, and improved environmental sustainability are just a few of the benefits that have positioned Company X’s lubricating oil pumps as the preferred choice for industrial lubrication needs.In conclusion, Company X’s lubricating oil pumps have revolutionized the industrial sector. Their unmatched functionality, versatility, and advanced control systems have positioned them at the forefront of lubrication technology. With these pumps, companies enjoy enhanced operational efficiency, reduced maintenance costs, and increased profitability. The revolutionary impact of Company X’s lubricating oil pumps has solidified their role as catalysts for progress, ushering in a new era of optimized industrial machinery.
Read More